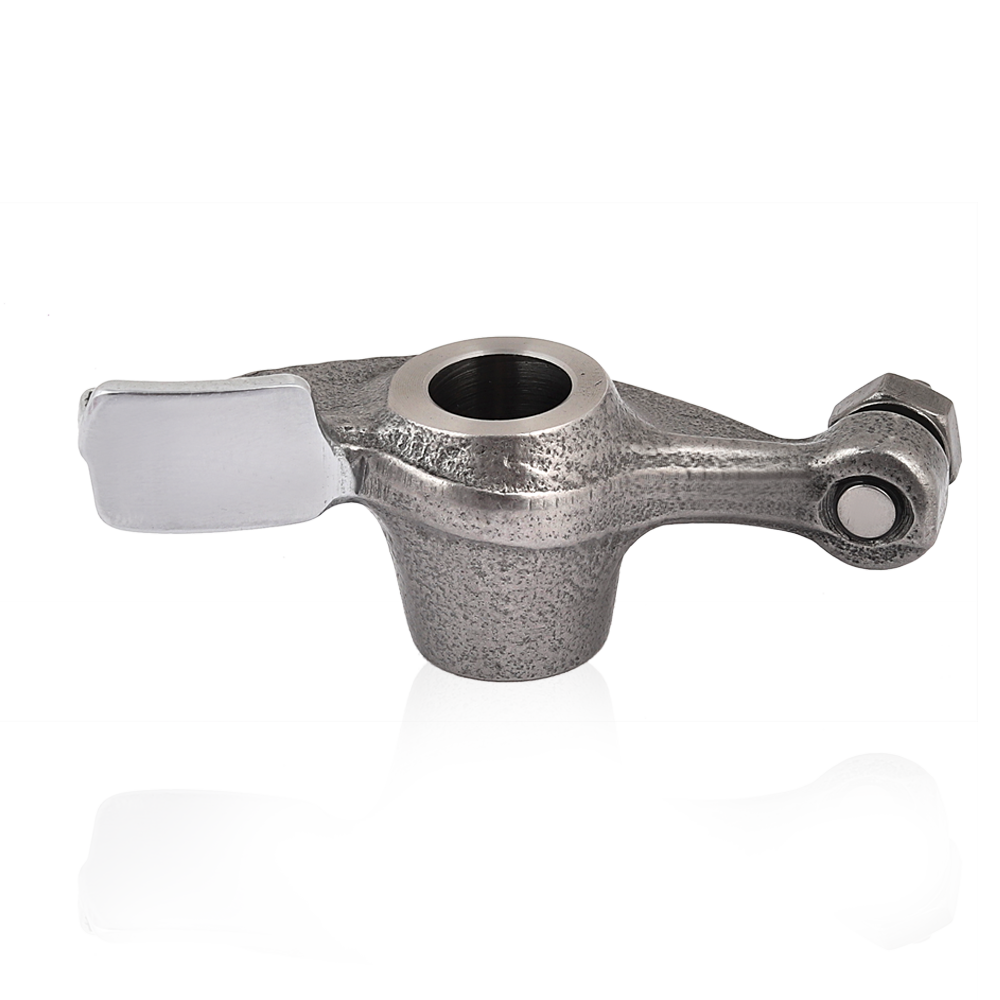
O balancim da válvula é uma came oscilante em um motor. Ele se eleva em uma extremidade, sendo abaixado por um ressalto rotativo no eixo de comando, enquanto a outra extremidade engata na haste da válvula. Garantimos a resistência ao desgaste utilizando ferro fundido resfriado e submetido a tratamento térmico, e obtemos uma rugosidade superficial perfeita controlando cuidadosamente os parâmetros de usinagem do metal. Em resumo, é assim que fabricamos os balancins.
Pontos fortes:
- Dureza perfeita
- Tratamento térmico
- Desempenho sem problemas
- Rolamentos taiwaneses incluídos
Características:
- Matéria-prima utilizada: 20CrMo
- Dureza entre 60-62 HRC
- Profundidade de cementação do tratamento térmico: 0,8 – 1,2 m
- Rugosidade da superfície ≤ 0,2 RA
- Relação de balancim da válvula entre 1,5:1,0 e 1,8:1,0
Related products


- Raw Material
- Manufacturing
- Evidence
Nosso produto é fabricado em aço carbono através de um processo de forjamento e fundição. A dureza correta e os ciclos de tratamento térmico, juntamente com parâmetros de usinagem de precisão, garantem um desempenho livre de problemas, assegurado por nós. Os balancins são feitos de aços-liga. Abaixo está uma comparação de como selecionamos as matérias-primas para o produto.
| Parâmetro | Detalhes | Elpra | Produto Chinês | Vantagens da Elpra |
|---|---|---|---|---|
|
BOP (Peças Compradas) |
Rolamento | BOP | BOP | Fornecemos rolamentos de Taiwan que atendem aos padrões OEM. |
| Matéria-prima | Corpo | Aço grau 20CrMo | Aço de baixa qualidade e padrão inferior |
Alta resistência e alto desempenho Resistente a altas temperaturas |
| Rolamento | Rolamento de Taiwan | Rolamento Chinês | Nosso produto oferece propriedades mecânicas excepcionais, como durabilidade, conforto e longa vida útil para uma condução segura. |
Com a integração reversa, conseguimos fabricar braços de válvula desde o design e desenvolvimento até o produto VULAS finalizado, tudo sob o mesmo teto, atendendo diversos clientes em todo o mundo. Nossas amplas capacidades PPAP nos proporcionam uma vantagem competitiva. Nossa sala de instrumentos de última geração é equipada com dispositivos CMM dedicados, medidores de ar, medidores de furo, paquímetros eletrônicos e muito mais. Cada trabalho possui sua própria caixa de calibração para uma produção rápida e organizada. Também utilizamos registros de medição como nosso sistema de rastreamento de calibração. Esses excelentes recursos e capacidades de fabricação resultam em um braço de válvula superior.
| Parâmetro | Detalhes | Elpra | Produto Chinês | Vantagens da Elpra |
|---|---|---|---|---|
| Fabricação | Usinagem | Centro de usinagem CNC | Máquinas semiautomáticas ou manuais |
Ao utilizar máquinas CNC totalmente automatizadas, oferecemos produtos com tolerância mínima e rejeição praticamente nula na etapa final. |
|
Centro de design, ferramentaria e instalações de P&D. |
Centro de design interno, ferramentaria e centro de P&D |
Não disponível em fábricas chinesas comuns | Temos expertise excepcional no desenvolvimento de formulações personalizadas para produtos de aço. Para produtos moldados, possuímos uma ferramentaria interna com instalações integradas de design e fabricação de moldes, permitindo prazos rápidos para nossos clientes. | |
| Moldagem |
Processo de moldagem automatizado |
Processo de moldagem manual | A moldagem automática resulta em desgaste relativamente baixo sob condições de trabalho pesado e maiores níveis de atrito. | |
| Tratamento térmico | Processo interno de tratamento térmico | Terceirizado na maioria das fábricas | Alinhamento dos grãos para proporcionar melhor resistência do material bruto e reduzir tensões internas |
Os braços de válvula fabricados por nós estão disponíveis em um tipo de acabamento:
- Aço Original
A etapa de acabamento é fundamental em todo o processo de fabricação, pois controla o potencial de extração dos gases de escape, administrando o fluxo de ar e transmitindo o movimento do comando para a atuação da válvula.
| Parâmetro | Detalhes | Elpra | Produto Chinês | Vantagens da Elpra |
|---|---|---|---|---|
| Padrões de teste | Chegada das peças | Inspeção e testes 100% das peças recebidas | Aleatório / Sem evidência adequada | Qualidade e especificações consistentes em todos os lotes |
| Durante o processo |
Os testes internos incluem: 1. Teste de composição do material 2. Verificação dimensional aleatória usando CMM 3. Teste de dureza 4. Relação do braço oscilante 5. Teste de rugosidade superficial |
1. Testes visuais 2. Testes sob demanda por agentes externos |
1. Parâmetros padrão controlados em cada etapa 2. Testes CMM de três eixos 3. Teste de dureza (HRC 60–62) 4. Rugosidade superficial excepcional: 0,2 RA 5. Raio do braço oscilante 1,5:1,0–1,8:1,0 |
|
| Inspeção final | Verificação de montagem com calibradores pneumáticos + UTM eletrônica/hidráulica | Inspeção manual |
Garante operação segura e longa durabilidade. Equipado com UTM hidráulica + eletrônica para testes de resistência à tração e compressão. |
| Nº | Nome do Equipamento de Teste |
|---|---|
| 1 | Máquina de teste de material de fricção |
| 2 | Máquina de teste de compressão |
| 3 | Instrumento de medição de precisão |
| 4 | Máquina universal de teste eletrônico |
| 5 | Máquina de medição por coordenadas tridimensionais |
| 6 | Testador de fricção de velocidade constante |
| 7 | Máquina de teste de névoa salina de precisão |
| 8 | Durômetro Rockwell |
| 9 | Balança eletrônica |
| 10 | Testador digital de tensão de mola |
| 11 | Máquina universal de teste hidráulico |
| 12 | Durômetro Rockwell |
| 13 | Medidor de espessura |
| 14 | Termômetro infravermelho |
| 15 | Paquímetro |

| NOME DO PRODUTO | BRAÇO OSCILANTE | MATERIAL | 20CrMo | INSPETOR | DENG QIONG |
|---|---|---|---|---|---|
| MODELO | TITAN150 | MARCA DE PRODUÇÃO | J | INSPETOR | DENG QIONG |
| Nº | Item de Inspeção | Método de Inspeção | Requisito Técnico | Resultado do Teste | ||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||||
| 1 | Abertura maior | Bucha especial | 10+0.015 | 10.015 | 10.013 | 10.012 | 10.013 | 10.014 |
| 2 | Comprimento total | Paquímetro micrométrico | 20.7-0.1~20.7-0.25 | 20.52 | 20.55 | 20.52 | 20.50 | 20.54 |
| 3 | Distância entre o furo do parafuso e a abertura final | Medidor de altura | 14.5+0.15 | 14.52 | 14.58 | 14.50 | 14.50 | 14.56 |
| 4 | Distância entre o furo do parafuso e a abertura final | Ferramentas especiais de inspeção | 25.2+0.15 | 25.24 | 25.26 | 25.28 | 25.22 | 25.24 |
| 5 | Paralelismo do mancal e da abertura | Ferramentas especiais de inspeção | 0.02 | 0.01 | 0.012 | 0.015 | 0.016 | 0.012 |
| 6 | Precisão da rosca | Calibrador de rosca | M6*0.75-6H | Aprovado | Aprovado | Aprovado | Aprovado | Aprovado |
| 7 | Distância da superfície do parafuso até a abertura | Ferramentas especiais de inspeção | 8+0.2 | Aprovado | Aprovado | Aprovado | Aprovado | Aprovado |
| 8 | Dureza da cabeça do parafuso | Teste de dureza Rockwell | 62–67 HRC | 64 | 62 | 64 | 63 | 64 |
| 9 | Dureza | Rockwell | 20–30 HRC | 26 | 27 | 28 | 29 | 27 |
| 10 | Dureza superficial | Rockwell | 78–83 HRC | 80 | 80 | 81 | 82 | 80 |
| 11 | Dureza do núcleo | Rockwell | 25–45 HRC | 44 | 44 | 44 | 44 | 44 |
| 12 | Profundidade da camada endurecida | Metaloscópio | 0.3–0.5 | 0.4 | 0.4 | 0.4 | 0.4 | 0.4 |
| 13 | Relação de flexibilidade do parafuso | Inspeção tátil | Suave | Aprovado | Aprovado | Aprovado | Aprovado | Aprovado |
| 14 | Aspecto externo | Inspeção visual | Sem rebarbas, sem trincas | Aprovado | Aprovado | Aprovado | Aprovado | Aprovado |